

鋼結構檁托自動焊接機技術參數
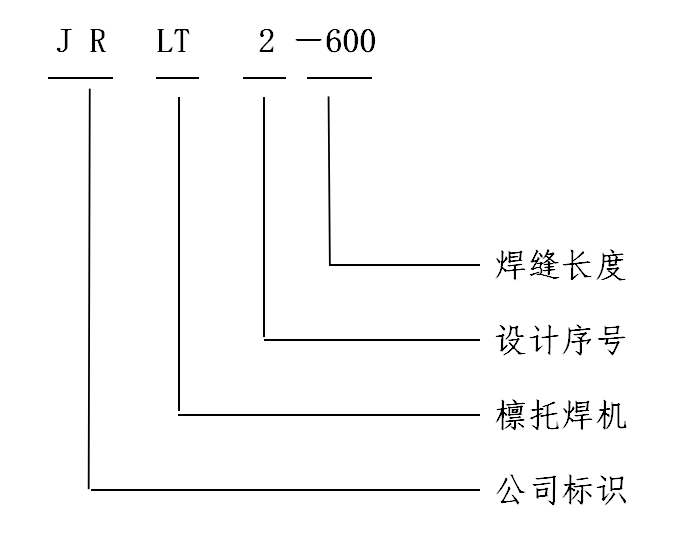
雙工位檁托自動焊接機JRLT2-600是金瑞公司自主研發的檁托自動化焊接專機。可單工位焊接,也可雙工位焊接。根據技術要求,可連續焊接,也可斷續焊接。操作簡單,性能穩定,適合連續工作。
一、用途與適用范圍
用于鋼結構檁托自動化焊接。
二、工作條件
1、380V三相五線的電源,總功率10KW。
2、現場有良好通風條件,保證操作人員不會缺氧窒息。
3、環境溫度0-40℃,相對濕度30%-95%大氣壓86-106kPa。
4、設備可靠接地。
三、主要規格及技術參數
四、設備工作原理
檁托焊機主要工作原理是把焊接小車安裝在滑動道軌上,在觸摸屏上設定好要焊領托的參數,焊接小車按設定好的連續焊(或斷續焊)長度和速度進行焊接。可以選擇一個工位焊接,也可以選擇兩工位同時焊接。
五、設備組成
設備由機架、焊接小車、控制系統、焊接電源等組成。
1、機架
導軌機架主要由型鋼焊接制作。機架上安裝方導軌及齒條,焊接位置設有定位工裝。焊機置于機架下面,送絲機放置在機架上面,結松緊湊,便于操作。
2、自動焊接小車安在方導軌上,焊接小車通過步進電機驅動在直線導軌上行走,行走速度可在觸摸屏上設定調節。
電控箱由臺達DVP14SS2控制系統、按鈕、腳踏開關組成,操作方便。
3、焊接操作,開機后進入操作屏畫面,手動操作輸入各數據后,可以控制焊槍的左右動作。
操作按鈕:①手動左②手動右③工位選擇④啟動
啟動按鈕與腳踏開關作用相同。
六、吊運和保管
本機在吊裝和卸運時,要保證導軌面水平,傾角不大于15°。保管存放時,設備須作防水防塵保護處理。
七、安裝方法與調試步驟
1、設備出廠前,機械部分與線路已安裝調試好。安裝時,接上電源和氣路,即可開始工作。
2、手動開動焊接小車,調整工裝定位,使焊把尖與檁托焊接位置對應。
3、調整焊機電流與電壓,達到焊縫飽滿,滿足要求。
4、調起點限位(小車反回時停止位置),確定第 一個檁托焊槍起弧位置。調整中間限位(第 一個檁托焊完結束位置),確定第二個檁托焊槍起弧位置。調整終點限位(第二個領托焊完位置)。
5、調整好限位后,即可開始工作。

